









































News


 电商部
电商部  2025-12-08 12:47:48
2025-12-08 12:47:48 Industrial RAM vs Consumer RAM: Critical Differences for Mission-Critical Systems
In the realm of computing, random access memory (RAM) serves as the backbone of data processing, but not all RAM is created equal. For mission-critical systems—where downtime, data corruption, or component failure can lead to financial ruin, safety hazards, or operational collapse—the distinction between industrial RAM and consumer RAM becomes a matter of necessity, not choice. While consumer RAM excels in cost-effective performance for everyday devices like laptops and desktops, industrial RAM is engineered to meet the uncompromising demands of harsh environments, 24/7 operation, and zero-failure tolerance. Below lies a detailed breakdown of their critical differences and why industrial RAM is non-negotiable for mission-critical applications.
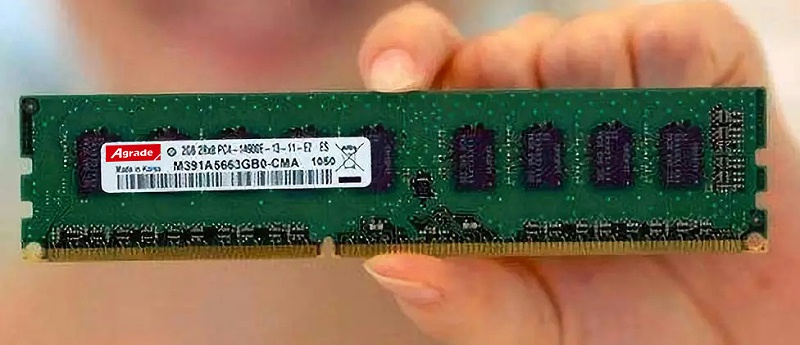
The most fundamental difference between industrial and consumer RAM lies in environmental resilience. Consumer RAM is designed for controlled settings, typically operating within a narrow temperature range of 0°C to 70°C. This works for home offices or data centers with climate control but is inadequate for industrial environments. Industrial RAM, by contrast, is rated for extreme temperatures—often -40°C to 85°C or wider—making it suitable for desert oil rigs, Arctic monitoring stations, underhood automotive systems, and aerospace applications. Beyond temperature, industrial RAM withstands vibration, shock, and electromagnetic interference (EMI) through ruggedized design: reinforced PCBs (printed circuit boards), conformal coating to repel dust and moisture, and industrial-grade components tested to endure mechanical stress. Consumer RAM, lacking these protections, may fail prematurely or corrupt data when exposed to even mild industrial conditions.
Reliability and error mitigation are another chasm separating the two. Mission-critical systems—such as medical equipment, industrial automation controllers, or aerospace navigation tools—cannot tolerate data errors. Industrial RAM addresses this with Error Correction Code (ECC) technology, which detects and corrects single-bit errors and flags multi-bit errors, preventing system crashes or corrupted outputs. Consumer RAM rarely includes ECC, as everyday tasks like web browsing or word processing can tolerate occasional minor errors. Additionally, industrial RAM undergoes rigorous quality control: thermal cycling tests, extended burn-in periods, and compliance with industrial standards (e.g., ISO 9001, IEC 60068) ensure consistent performance over decades. Consumer RAM prioritizes cost over longevity, using lower-grade components that may degrade after 3–5 years of regular use, let alone 24/7 industrial operation.
Endurance and operational stability further distinguish industrial RAM. Mission-critical systems often run continuously, with RAM subjected to constant read/write cycles. Industrial RAM is engineered for high endurance, supporting millions of program/erase (P/E) cycles and featuring power-loss protection to safeguard data during unexpected outages. This is critical for applications like real-time monitoring systems, where data loss during a power cut could compromise safety or regulatory compliance. Consumer RAM, optimized for intermittent use, lacks power-loss protection and has lower endurance, making it prone to data corruption or failure under sustained heavy loads. Industrial RAM also offers better signal integrity, with enhanced trace layouts on PCBs to minimize interference, ensuring consistent data transfer even in noisy industrial environments—an essential feature for systems relying on real-time data processing.
Application-specific optimization is a key strength of industrial RAM. Unlike consumer RAM, which is a one-size-fits-all solution, industrial RAM is tailored to the unique needs of mission-critical sectors. For example, automotive-grade RAM integrates with ADAS (Advanced Driver-Assistance Systems) and ECUs (Engine Control Units), withstanding underhood heat and vibration while meeting automotive standards like AEC-Q100. Aerospace RAM is lightweight and radiation-hardened to resist cosmic radiation at high altitudes. Industrial IoT (IIoT) RAM is low-power yet high-performance, enabling edge devices in remote locations to process data without frequent maintenance. Consumer RAM, by contrast, is designed for general-purpose use, lacking the specialized features required to support these niche, high-stakes applications.
Cost considerations, while seemingly favoring consumer RAM, tell a different story in mission-critical contexts. Consumer RAM has a lower upfront cost, but the total cost of ownership (TCO) is far higher for industrial systems. A single hour of downtime in a manufacturing plant can cost hundreds of thousands of dollars, while a RAM failure in a medical device could risk patient lives. Industrial RAM’s higher upfront price is offset by its longevity (10–20 years of operation), reduced replacement costs, and zero-failure guarantee—making it a cost-effective investment for systems where reliability is paramount. Consumer RAM, with its shorter lifespan and higher failure risk, leads to frequent downtime, repairs, and potential liability costs that far exceed its initial savings.
Compatibility and compliance are final critical differences. Industrial RAM adheres to strict industry standards (e.g., DDR4 Industrial, DDR5 Industrial, SATA III) and is compatible with ruggedized motherboards and industrial controllers. It also meets regulatory requirements for sectors like healthcare (FDA), aerospace (DO-178C), and energy (IEC 61508), ensuring compliance with safety and operational mandates. Consumer RAM, designed for mainstream motherboards, may not integrate with industrial hardware and often fails to meet these stringent regulatory standards, making it unsuitable for certified mission-critical systems.
In summary, the gap between industrial and consumer RAM extends far beyond technical specifications—it is a difference in purpose and reliability. Consumer RAM serves everyday computing needs with cost and convenience in mind, while industrial RAM is built to sustain mission-critical systems in the harshest conditions, with zero tolerance for failure. From environmental resilience and error correction to endurance and compliance, industrial RAM’s specialized features address the unique risks of critical applications. For organizations relying on systems where downtime is catastrophic, industrial RAM is not just an upgrade—it is an essential foundation for safe, reliable, and uninterrupted operation.

-
Products
Advantages
-
Solutions
-
News
About us
-
Contact us
Tel:+86 19926658803
Whatsapp:+86 19926658803
lianle1210@163.com
Address: 30CF, Caihong Building, Caihong Road, Futian District, Shenzhen City, Guangdong Province, China

Friendly Links:
